
What is Mono Material Packaging: Sustainable and Efficient Packaging Solutions
Gozen Packaging wants to assist companies to develop sustainable packaging that matches their brand identity and requirements. In today’s world, sustainability is a top concern for consumers and industry. Single-material packaging is a truly revolutionary solution, which enhances recycling rates and supports a circular economy. This innovative approach provide practical ways to reduce their environmental impact while maintaining high standards of functionality and product protection.
Gozen’s team prides on providing the best solution in the most practical way, which is also reflected in our commitment to mono material packaging. Let’s read on to learn about the types, benefits, key markets of mono materials, and our recyclable mono material packaging solutions.
What is mono material packaging
Mono materials are becoming more and more popular as a part of sustainable packaging strategies. Europe is promoting a plastics strategy that requires companies to join a circular economy model, expecting all plastic packaging will be recyclable by 2030. Using mono materials can help companies follow pressing regulations. And reports indicate that mono material packaging is expected to grow at a rate of 3.8% each year, reaching $71 billion in 2025.
What are the benefits of mono materials?
Why choose mono-material packaging? Generally, reducing the ecological footprint will Generally, reducing the ecological footprint can make things more expensive and less efficient. However, mono materials overcome these barriers. Here are some of the benefits of offered by mono material packaging:
| Increased recyclable and reduced environmental impact | Less energy and resource consumption | Increased efficiency of the production process |
| Simplified manufacturing | Reduced costs | Design flexibility |
| Suitable for multi-sided printing, lamination and efficient transport | Aligning with sustainability regulations | Increasing brand reputation by being responsible to our earth |
Types of mono-materials used for packaging solutions
Polyethylene (PE)
PE is highly recyclable, commonly used in both rigid and flexible packaging forms. PE-based products are subject to specific recycling channels. There are two types: low-density polyethylene (LDPE) and high-density polyethylene (HDPE). LDPE is more flexible and often used in food packaging, while HDPE is more rigid and used for items such as milk jugs or detergent bottles.
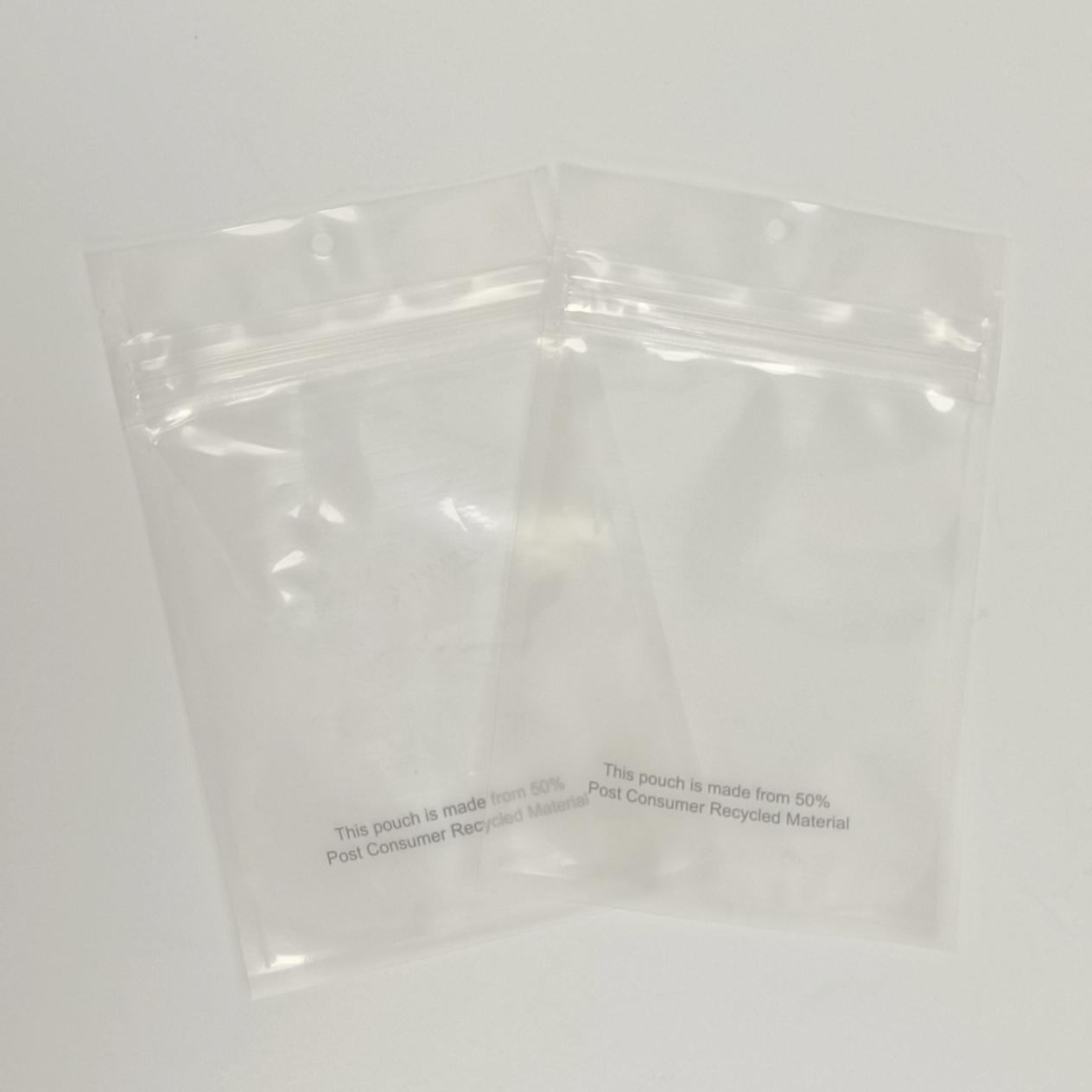
Examples in packaging: PE is used to create items like flexible plastic films, shrink wraps, and plastic bags. A common example is single-material PE stand-up pouches for food products like snacks, frozen foods, or detergents. These pouches are entirely made from PE, making them fully recyclable in facilities that handle PE plastics.

*single layer PE printed slider zipper bag and regular zipper bag
Polypropylene (PP)
PP is recyclable which is often used in easy-reprocessed single-material packaging. It is ideal for sterilized or microwaveable food packaging because of its heat resistance, strength and clarity. In rigid packaging, PP is commonly used for food containers and bottle caps, while in flexible packaging, PP is often used as films and bags.
Examples in packaging: PP is used to make yogurt cups, bottle caps, and single-material flexible wraps. Single-material PP trays used in ready-meal packaging can withstand both microwave and freezer conditions, providing convenience while being fully recyclable.

*wicket cone shape bags in single layer OPP material

Polyethylene Terephthalate (PET)
PET is highly recyclable, and can often be converted into new bottles or textile fibers. It has excellent moisture and oxygen barrier properties that extend product shelf life. In rigid packaging, it’s mainly used as beverage bottles, food trays, and shrink sleeves for bottles. To the products requiring visibility and conservation, PET is a ideal material because of its good clarity and strength.

*PET bottles with all kinds of PET caps for different packaging purpose.
*PET single layer bottle shrink sleeves
Paper-based materials
Paper is a natural, biodegradable material, increasingly used as a single material to replace plastic in lightweight packaging. It is commonly used for dry products that don’t require a high barrier against moisture or gases, such as paper bags, envelopes and boxes. Paper packaging is largely recyclable through the paper recycling process. As barrier coatings continue to evolve, paper can now be used for products requiring moisture resistance.
Examples in packaging: Kraft paper bags, used for coffee beans or grains, represent paper mono material packaging. Paper-based pouches with water-based coatings are used for products like tea or snacks. They are recyclable and eco-friendly.

*Paper shopping bags custom printing for USA cannabis market and kraft paper cardboard boxes for bio poop bags packaging
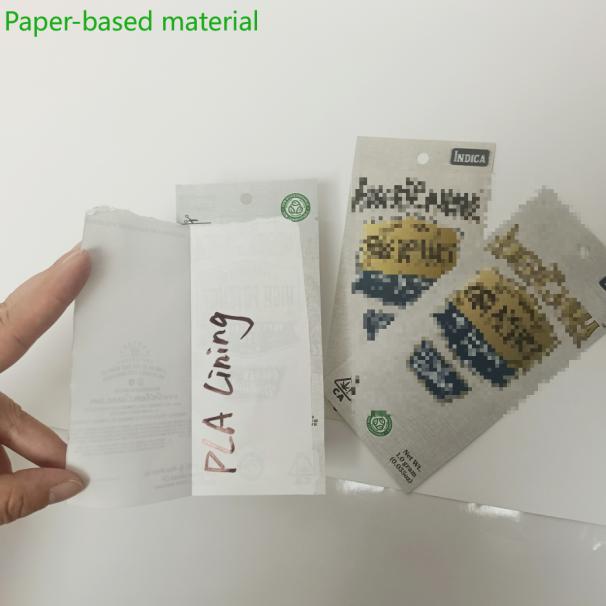
*PLA coated white Kraft paper packaging sachets for cannabis flowers
Bio-plastics (PLA – poly-lactic acid)
PLA is biodegradable and compos-table, derived from renewable resources such as corn starch and sugar cane. It’s often used for packaging food containers, disposable tableware and films. Besides, it’s regarded as an environmentally-friendly alternative to petroleum-based plastics. Although compos -table, PLA is not widely recyclable through traditional plastics recycling systems. But it does offer environmental benefits in specific applications where it is compost-able.
*PLA corn starch printed packaging bags for fitness tools and clothes products

*PLA corn starch printed packaging bags for fitness tools and clothes products
Aluminum
Aluminium is one of the most recyclable materials. Recycling aluminium uses much less energy than making new aluminium. It offers excellent protection against light, moisture and oxygen, typically used in beverage cans, food trays and aluminum packaging. Lightweight, durable and infinitely recyclable, aluminum is a popular choice for packaging requiring long-term protection.


Mono-Material Laminates
These are created by layering films made from the same material, typically PE or PP. This structure ensures flexibility and durability while maintaining recycled.
Examples in packaging: Mono-material PE laminate pouches for liquid detergents or personal care products. These pouches still are able to offer high barrier protection and can be processed through recycling streams designed for polyethylene.

* mono PE barrier bags

*mono PP barrier bags
What can mono-materials in packaging do?
Mono-material packaging is still a recent development in the market, especially high-barrier mono-material packaging. In terms of applications, the focus so far has been on three different types of high-density films: high clarity films, matte films and seal-able BOPE films. These include stand-up pouches for dry goods and sweets, vertical bags for frozen food, pet food packaging and flow-wrapping applications for confectionery or snacks.
In flexible packaging world, the mono material packaging structures are mainly based on PE, PP and PET films. Currently they are usually disposed of with other types of plastic waste. But judging from recent advances in materials and the growing number of conversion devices, they will be more and more prevalent in flexible packaging applications. As long as appropriate collection systems are in place, these structures will be adopted and promoted increasingly as an effective way to accelerate mechanical recycling.
Mono material packaging FAQ guide
Why sustainability is important for business?
Human activities have a negative impact on the environment, but we can change this! If we want to improve, we need to measure it. Today’s consumers are increasingly aware of the environmental impact of their purchasing decisions. By using sustainable alternatives such as recycled packaging, businesses can reduce their ecological impact and help conserve natural resources.
What is the role of mono material plastic in sustainability?
We know how important it is to think about how something can be recycled, and Eco-design is all about doing just that. It’s great to know that mono-material solutions are so easy to recycle, so we should consider them as much as we can.
Are all plastics 100% recyclable?
Almost all plastic can be recycled. But that’s not enough. To be recycled, plastic parts must be designed in a way that is good for the environment. And it’s also very important that we collect plastic waste.
Can single-material construction be used for frozen foods?
Sure. For frozen foods packaging, the materials are often used with high oxygen barrier properties, such as nylon, or with excellent cold and water resistance, such as PET. Gozen can achieve a level of quality retention performance similar to existing products while enabling the transition to a single material.
How are energy efficiency and sustainability related?
Sustainable energy comes from sources that can maintain current operations without harming the energy needs or the future climate. The most commonly used sustainable energy sources are wind, solar and hydro-power, which are also renewable. Improving energy efficiency means saving raw materials and reducing the impact on the environment.
Why can Gozen assist companies in enhancing sustainability?
Choosing our mono-material packaging solutions is an important step in promoting the circular economy. It will revolutionize the traditional packaging game. In the past, packaging development focused more on market needs and functionality and less on end-of-life disposal. We offer expert advice and interactive tools to help you modern your packaging in an environmentally friendly way.
Gozen recyclable mono material packaging solutions

Gozen’s extensive experience in the development and production of mono material PE films is unique in its advanced processing. By stretching the films in a single direction (i.e. machine direction – MDO), these films have excellent mechanical and optical properties. Initially, these films were used in a variety of applications such as twist films for confectionery packaging or shrink sleeves for bottles. However, with growing global awareness of environmental issues, we realized that we could make a greater contribution to sustainable development by offering single-material flexible packaging.
And also we have developed good techs in processing MDOPE, BOPE, EVOH-PE, PVA coated PE for different applications.
Thanks to our technology and expertise, we are able to produce films with a wide range of excellent properties for a variety of packaging needs, while maintaining full recycled of the film. We plan at every stage of the product life recycle to ensure that we continue to support environmental objectives even after the product has reached the end of its useful life.








